仓库所在城市天津
材质齐全
质量等级正品
配送服务可配送到厂
规格齐全
计重方式过磅
用途灯杆,围栏
长度可定尺
壁厚0.5-50毫米
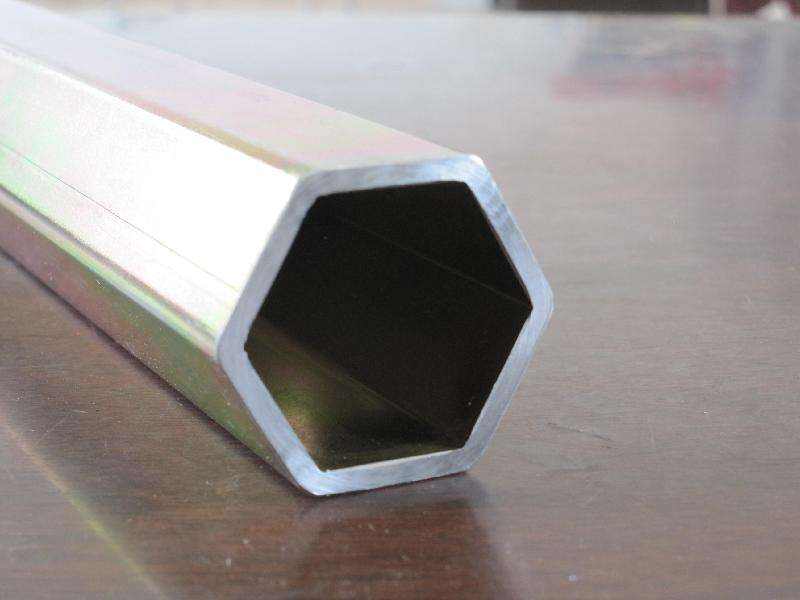
百丰钢管厂主营等边扇形管 不等边扇形管 椭圆管,平椭圆管,尖椭圆管,六角形管,八角形管,凸字形管,双凸形管,凹槽管,单面凹槽管,双面凹槽管,瓜子形管,菱形管,D型管,8字形管,扶手管,锥形管,H型管,蘑菇管,元宝管,T型管等所有金属类异型管。
八角钢管的酸洗重要性分析
八角钢管退火和酸洗技术的关键工艺步骤
八角钢管退火和酸洗技术的关键步骤包括以下几个部分:
1)快速加热段的控制,在氧化气氛,氧化晶核和一层薄的氧化膜的形成;
2)退火段,冶金成套改造(固体融合获得的机械性能,晶粒尺寸,碳的要求等),退火在非氧化气氛(N2)下,限制氧化层的生长;
3)在非氧化气氛中冷却段冷却速度,以避免碳化物的析出;
4部分有效的除鳞)电解;
5)化学酸洗段略,可以对环境产生的表面钝化降低的影响。为了获得******的表面,这一步可以去掉。
荧光探伤八角钢管的原理及其应用范围
荧光探伤是用来发现八角钢管焊缝表面缺陷的另一种方法,也可以用来检查焊缝的致密性。它是利用氧化末在紫外线照射下,能发出黄绿色荧光的特点来进行检验的。
检验时,将八角钢管浸在煤油与矿物油的混合液内,数分钟后取出、干燥。但是,在八角钢管焊缝表面的缺陷中,仍会残留有渗透能力很好的油迹。然后,撒上氧化末,再将表面上的氧化末清除干净。这时,落在缺陷处的粉末,会被油液浸温而沉落在缺陷的缝隙内。******,在暗室内用石英灯的紫外线进行照射,渗入缺陷内的粉末就会发出黄绿色的荧光,由此来发现和显露出八角钢管缺陷的位置和大。

关于八角钢的材质分析
冷拉和冷拔这两种都是有用在八角钢上进行冷加工处理的方法,只不过是不一样的加工方法而且也不是一个概念。在金属材料的两个端口进行施加拉力,然后让它产生拉伸变形的方式这个就是冷拉,而冷拔是指在材料的一端进行施加拔力,再让材料通过模具孔拨出,而模具孔的大小一半都。
冷拉和冷拔这两种都是有用在八角钢上进行冷加工处理的方法,只不过是不一样的加工方法而且也不是一个概念。在金属材料的两个端口进行施加拉力,然后让它产生拉伸变形的方式这个就是冷拉,而冷拔是指在材料的一端进行施加拔力,再让材料通过模具孔拨出,而模具孔的大小一半都是比材料的直径小的。用冷挤压技术通过精准的模具然后拉出很多表面光滑精度又高的八角钢,这个则是冷拉八角钢,它是被广泛应用在机械制作轻工五金等等机械行业当中的。
冷拉八角钢材质规格标准有:201,202,301,302,304,304L,304LN,304TI,304H,321,321H,316,316H,316L,316LN,316TI,316F,317,317L,317LN,310,310S,309,309H,309S,347,347H436,436L,904L,330,660,631,632,630,SUS836L,SUS890L。作为用途广泛的产品,优势显著,冷拔在使用的使用是可以按照要求精拉之后电镀,这就省了很多加工时间和费用。除了对八角钢进行加工处理,其他的异型钢经过了这样的工序之后它们的强度都是非常高的了,耐腐蚀性也变得很好,所以在生产的时候都经过了冷拔的处理工艺。

八角钢管的焊缝机械性能分析
八角钢管特定埋弧焊接工艺选择合适的焊剂和焊丝对于使用该工艺实现******结果至关重要。虽然单的埋弧焊接工艺是的,但是甚至可以基于使用的焊丝和焊剂来提高生产率和效率。 焊剂不仅对焊接熔池起保护作用,而且有助于八角钢管焊缝的机械性能和生产率的提高的。焊剂的配方是对这些因素有巨大的影响,影响载流能力和炉渣释放。 载流能力是指可以获得******可能的熔敷效率和高质量焊缝轮廓。 特定焊剂的炉渣释放影响焊剂选择,因为一些焊剂更适合于某些焊接设计而不是其它焊接设计。
八角钢管埋弧焊接的焊剂选择选项包括活性和中性类型的焊接。 一个基本差就是活性焊剂改变焊缝的化学性质,而中性焊剂不改变。 活性焊剂特点是包含硅和锰。这些元素有助于在较高的热输入下八角钢管保持焊缝拉伸强度,在较高的行进速度下帮助焊缝保持顺畅光滑并提供良好的焊渣释放能力。 总的来说,活性焊剂可以帮助降低焊接质量差的风险,以及昂贵的焊后清洗和返工。但请记住,活性焊剂通常***适合单道焊或双道焊接。 八角钢管中性焊剂对于大型多道次焊接是更好的,因为它们有助于避免形成脆性,裂纹敏感的焊缝。
关于八角钢管埋弧焊接的焊丝选择有很多种,每个都有优缺点。 一些焊丝被配制用于在较高的热输入下焊接,而其它焊丝被特别地设计成具有帮助焊剂进行焊接清洁的合金。请注意,八角钢管焊丝的化学性质和热输入相互作用会影响焊缝的机械性能。 通过填充金属选择也可以大大提高生产率。 例如,与使用实心焊丝相比,使用具有埋弧焊接工艺的金属芯焊丝可以将熔敷效率增加15%至30%,同时还提供更宽,更浅的穿透轮廓。 由于八角钢管其高的行进速度,金属芯焊丝还可以减少热输入,以***小化焊接变形和烧穿的风险。如有疑问,请咨询填充金属制造商,以确定哪些焊丝和焊剂组合***适合特定应用。

一种八角钢管冷拔模具改进及其冷拔工艺
属于金属拉拔成型模具及其拉拔成型工艺领域,尤其涉及一种八角钢管冷拔模具改进及其冷拔工艺。
所示,传统高碳铬轴承钢八角钢管冷拔工艺中所采用的冷拔模具包括为一个圆柱形内模02以及一个锥形外模01,圆柱形内模02外壁与锥形外模01内壁之间形成变形区段用于对钢管进行减壁、减径的加工,在钢管冷拔过程中,圆柱形内模需要通过一个拉伸杆来固定工作位置,使其保持在变形区段中。采用现有圆柱形内模对高碳铬轴承钢八角钢管进行拉拔加工的缺点在于:由于高碳铬轴承钢钢管在冷拔变形过程变形抗力大,使用普通圆柱形内模拉拔时,拔制延伸率稍大于μ∑1.30就会产生断裂现象,实践钢管拔断率较高,这就意味着要获得长度的钢管必须要增加拔制道次,使得生产周期加长;而且拉拔过程钢管容易断裂,操作工人配内模定位困难、耗费时间长,从而导致生产效力低、成本高,企业的生产发展受到严重影响。
本发明所要解决的问题就是提供一种八角钢管冷拔模具改进及其冷拔工艺,冷拔模具整体结构强度提高,简化冷拔工艺,以达到减少钢管拉拔道次,缩短生产周期、提高生产效力、节能减排降低生产成本、减轻操作工人劳动强度的目的。
为解决上述技术问题,本发明首先提出了一种八角钢管冷拔模具改进,包括冷拔内模与冷拔外模,冷拔外模上开有拉拔模孔,其特征在于:所述冷拔内模沿钢管拉拔方向依次分为导向段、圆锥减壁段及圆柱均壁段。
导向段起到稳定拔制和保护冷拔内模正常工作的作用;圆锥减壁段实现钢管的减径减壁;圆柱均壁段实现钢管的均壁精整;冷拔内模通过与钢管的摩擦力及钢管变形时的反作用力达到一个平衡状态,使用该冷拔内模拉拔的钢管长度大幅增加。
我公司因异型钢管、精密度和R角要求标准、及异型钢管产品市场前景不足。对异型钢管产品技术不断创新和对设备不新、不断升级前提下、只要您的一个电话、只要是金属管我们基本都可以达到客户要求、在异型钢管成型跟技术方面首开先河。
http://luoshilu.b2b168.com